
لوله درزدار SAW و ERW از جمله لوله های پر کاربرد و مورد استفاده بسیار در صنعت تاسیسات و لوله کشی کشور است. امروزه با توجه به پیشرفت صنعتی کشور در زمینه تاسیسات، لوله کشی و نیاز به تحمل فشار های بالا و کاربردهای مختلف، یکی از محصولاتی که به طور گسترده در صنعت تاسیسات مورد استفاده است، لوله های مانیسمان یا همان بدون درز و لوله های درزدار به ویژه لوله های درزدار SAW و ERW هستند.
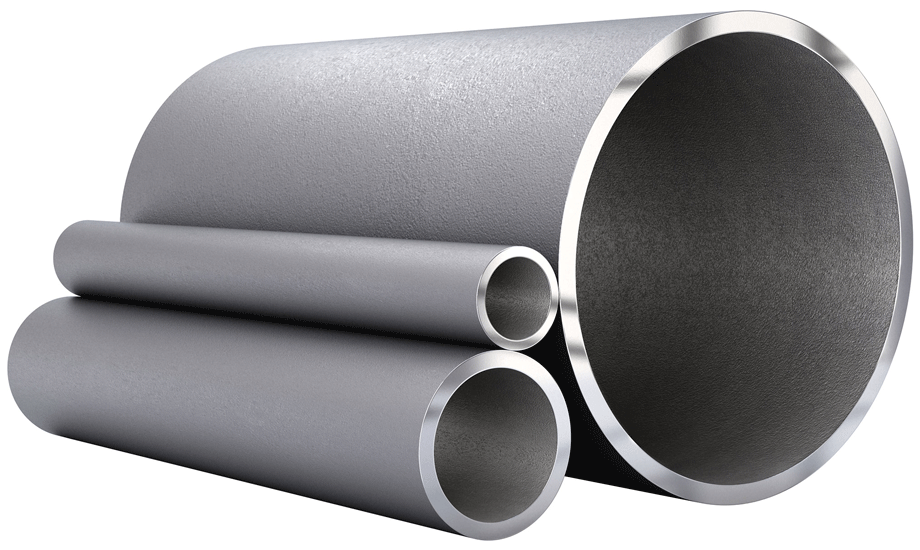
لوله یک قطعه تیوب مانند یا سیلندر توخالی است که در بیشتر اوقات دارای مقطعی دایروی است و از آن برای انتقال محصولات از مکانی به مکان دیگر استفاده میشود. محصولاتی قابل انتقال با لوله هستند که بتوانند جریان پیدا کنند یعنی مایعات، گازها، دوغاب، پودر و توده مواد جامد ریز. به طور کلی لوله های مورد استفاده در صنعت به دو دسته کلی درزدار و بدون درز (مانیسمان) تقسیم می شوند. تفاوت اصلی این دو لوله در نحوه شکل گیری لوله است. در لوله درزدار SAW و ERW عمل جوشکاری برای تولید لوله استفاده شده است اما لوله مانیسمان بدون درز جوشکاری است.
در ادامه به تعریف لوله درزدار می پردازیم و پس از آشنایی با تعریف آن به تفاوت لوله درزدار SAW و ERW پرداخته که موضوع اصلی این مقاله نیز هست. در انتها نگاهی به کاربرد ها و ویژگی های این لوله های درزدار داریم.

لوله درزدار SAW و ERW چیست؟
لولهها معمولا با دو روش مختلف تولید میشوند که در انتها به تولید دو نوع لوله منجر میشود که لوله درزدار و لوله مانیسمان (بدون درز) نام دارند. در هر دو روش ابتدا مواد خام درون قالب ریخته میشود. سپس با کشیدن فولاد میتوان به لوله مانیسمان (بدون درز) دست پیدا کرد یا میتوان مواد خام را تبدیل به ورق کرده و با رساندن دو سر ورق به هم و جوش دادن آنها، لوله درزدار تولید کرد.
لوله جوشی درزدار با ورقه فلزی نورد شده تولید میشود که سرتاسر درز موجود در طول این لوله جوشکاری میشود. اتصال دو لبه لوله در لوله های درزدار به دو روش مقاومت الکتریکی (ERW) و ذوبی الکتریکی (EFW) انجام می شود. در واقع جریان الکتریکی با فرکانس بالا بین دو لبه مستطیل فولادی اعمال شده و سبب می شود دو لبه ذوب و به خوبی با یکدیگر ترکیب شوند.
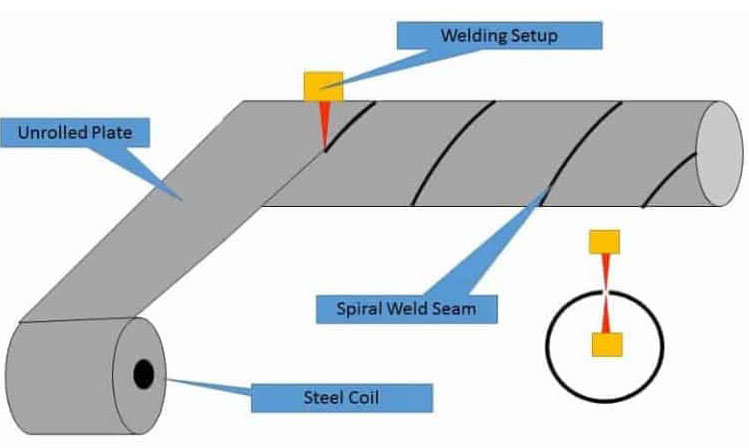
فرآیند تولید لوله درزدار با نورد کردن استیل کویل آغاز میگردد تا ابتدا به ورقی صاف با ضخامت مورد نظر دست پیدا کنیم. ورق مورد نظر با عرضی که متناسب با سایز لوله باشد برش داده میشود. لوله از طریق حرکت بر روی کات کویل و مجموعهای از غلتکها شکل داده میشود. سپس درز موجود بر روی لوله در محیطی که از لحاظ شیمیایی خنثی باشد جوش داده میشود. درز یا اتصال جوشی در لوله درزدار ضعیفترین بخش لوله است که استحکام لوله را به استحکام جوش لوله محدود میکند.

تفاوت لوله درزدار SAW و ERW
در ابتدا با نام این دو لوله درزدار آشنا می شویم و معنی آن ها را بررسی می کنیم:
- لوله درزدار ERW: لوله درزدار با روش جوشکاری مقاومت الکتریکی (Electric Resistance Welding)
- لوله درزدار SAW: لوله درزدار با روش جوشکاری زیر پودری (Submerged Arc Welding)
در ادامه به تفاوت لوله درزدار SAW و ERW می پردازیم.
لوله درزدار ERW
لوله درزدار ERW تحت نورد سرد ایجاد می شود. ورق به صورت نوار از میان غلطک ها با ابعاد مختلف عبور کرده و به تدریج به شکل استوانه تبدیل می شود و در نهایت زمانی که لبه های ورق به هم نزدیک شد و در فاصله ای مناسب از هم قرار گرفت، دستگاه جوش مقاومت الکتریکی دوسر ورق را به هم جوش داده و در نهایت اضافات جوش، پلیسه گیری می شود.
پروسه تولید به این روش بسیار سریع است. لوله های ERW از ورق ها با ضخامت های گوناگون و قطرهایگسترده در طول های بلند امکان تولید دارند.
لوله درزدار SAW
فرآیند تولید این نوع از لوله درزدار به این صورت است که فرآیند ابتدا با خم کردن صفحات فولادی به شکل استوانه آغاز می شود. سپس لبه های ورق با فورج در کنار هم قرار گرفته و شکافی V شکل را به وجود می آورند و در نهایت دستگاه جوش قوس الکتریک، شکاف را با جوشکاری زیر پودر های مخصوص پر می کند.
در ادامه به برخی از تفاوت های لوله درزدار SAW و ERW اشاره شده است:
- اولین تفاوت لوله درزدار SAW و ERW در فرآیند تولید آنها است. در لولههای فولادی SAW جوشکاری به صورت قوس غوطه ور اعمال میگردد. لوله از دو طرف و از سمت داخل و خارج جوش میخورد. در تولید ERW برای جوشکاری از دو الکترود مسی استفاده میکنند که فشار و جریان برق را اعمال میکنند.
- دومین تفاوت لوله های درزدار SAW و ERW در درز جوش آنها است. SAW و ERW هر دو دارای درز جوش هستند اما نوع درز جوش آنها متفاوت است. درز جوش ERW صاف است اما درز جوش SAW اینگونه نیست.
- سومین تفاوتERW و SAWدر میزان تنش آنها است. نسبت تنش در SAWنسبت به ERWبیشتر است.
- چهارمین تفاوت لوله SAW و ERW معایب کمتر لوله ERW در بازرسی کشف نسبت به saw میباشد. لولههای SAW معمولا دارای عیوب بیشتری هستند. زیرا در تولید آنها از حلال استفاده میگردد. اما لولههای ERW معمولا عیوب کمتری داشته که این عیوب به سیم جوش و خط جوش مستقیم محدود میگردد.
کاربرد لوله درزدار SAW و ERW
از کاربرد های مختلف لوله های درزدار SAW و ERW در صنایع مختلف، می توان به موارد زیر اشاره کرد:
- خطوط انتقال آب، نفت، گاز و پتروشیمی
- پایه اسکله و پل
- ستون ساختمان، نرده و مبل
- کشتی سازی، معدن و تونل
- جهت انتقال مایعات و تولیدات پروفیل های قوطی، ساختن مصنوعات و سازه فلزی
همچنین از لوله درزدار SAW و ERW برای انتقال گاز، آب و یا سایر مایعات در محیط های کم فشار و یا با فشار متوسط استفاده می شود.